 管道数控切断坡口机,管道切断坡口
管道数控切断坡口机,管道切断坡口
 管道自动焊机,自动焊接机
管道自动焊机,自动焊接机
 全自动焊接法兰机
全自动焊接法兰机
 通过认证
通过认证 




 短管自动焊机,管件自动焊机
短管自动焊机,管件自动焊机
 自动氩弧焊机,全自动管道焊接
自动氩弧焊机,全自动管道焊接
 洁净管道自动焊机
洁净管道自动焊机
 二保焊自动焊机,不锈钢自动焊
二保焊自动焊机,不锈钢自动焊
 室外管道自动焊接机
室外管道自动焊接机
 全自动焊机,环缝自动焊机
全自动焊机,环缝自动焊机
 自动埋弧焊机,法兰自动焊机
自动埋弧焊机,法兰自动焊机
产品详情

全自动焊机,环缝自动焊机
产品价格 面议
最小起订量:1 可售数量:99999


手机查看详情
- 发货时限:
- 3 天内发货
- 所在地区:
- 北京
- 有效期至:
- 长期有效
- 最后更新:
- 2021-03-26 21:10
- 浏览次数:
- 133
产品价格 面议
最小起订量:1 可售数量:99999
| 品牌 | 其他 | 型号 | PFAWM-24Ae/32Ae/48Ae/64Ae |
| 用途 | 焊管 | 工作形式 | 管焊 |
| 驱动形式 | 电动 | 电流 | 交流 |
| 作用对象 | 金属 | 焊接原理 | 对焊 |
| 动力形式 | 等离子 | 作用原理 | 脉冲 |
| 样式 | 悬挂式 | 加工精度 | 大功率 |
| 保护气体类型 | 其他 | 是否二手 | 全新 |
| 额定输入容量 | 负载持续率 | ||
| 产品别名 | 套装 |
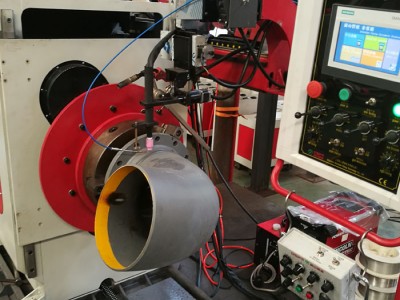
管道自动焊机(厚壁型)是比较适用于厚壁管道预制的场合。
管道自动焊机有7种焊接工艺
TIG氩弧焊
MIG气体保
SAW埋弧焊
TIG +MIG氩弧焊+气体保
TIG +SAW氩弧焊+埋弧焊
MIG +SAW气体保+埋弧焊
TIG +MIG +SAW氩弧焊+气体保+埋弧焊
该焊接设备的主要性能特点:
1、适用于大批量厚壁管道预制场合;
2、2组4个包胶驱动滚轮;
3、电机减速机驱动;
4、2组4个包胶压紧滚轮;
5、外置丝杆升降机构压紧;
6、驱动滚轮及驱动系统内置;
7、纵向伸缩臂快速焊口定位;
8、标配林肯Flextech650多功能焊接电源;
9、采用QSPT打底焊接技术,进行TIG/MIG打底焊接;
10、TIG/MIG/MAG/SAW填充、盖面焊接;
11、流线型焊接控制箱+铝合金线控盒操作;
下面介绍一下气保焊的操作程序:
1)打开主机、焊接电源、气表等的电源开关(如有需要);
2)检查所用焊丝是否正确、调节混合气体流量;
3)向上拨动遥控盒的工艺选择,选择气保焊接工艺;
4)向上扳动横臂摇杆开关,使横臂上升至合适位置(如有需要);
5)手动调节2组驱动滚轮的间距至合适位置(如有需要);
6)采用横向输送系统或其它吊装工具,将管段输送或吊装到自动焊机上(如有需要);
7)向左旋转小车旋纽开关,向左移动管段,使焊缝处于合适位置(如有需要);
8)向下扳动横臂摇杆开关,降下横臂压紧管段。当管段压紧到适当程度后,限位开关起作用,横臂停止下降(如有需要);
9)在管段的合适位置,安装二次线联接器(如有需要);
10)根据焊接方向需要,将管子转动开关拨到相应正转或反转位置(如有需要);
11)扳动横臂摇杆开关,使横臂(伸缩臂)沿纵向进行移动,将焊枪粗调至合适位置;
12)扳动遥控盒的摇杆开关,进行上下、左右、前后调节,使焊枪移动至准确的焊接位置;
13)调节遥控盒及控制箱上的旋钮,使焊接电流、焊接电压、转动速度、摆动速度、摆动宽度、左侧定时、右侧定时等参数达到焊接工艺所要求数值;
14)待滚轮转动后,拨动焊接开关,开始焊接;
15)在焊接过程中,观察焊缝熔池,如有必要实时调节焊接参数;观察焊枪是否对准焊缝中心,如有偏离,及时进行调节;
16)在焊接完成后,拨动焊接开关,停止焊接;拨动摆动开关,停止摆动;
17)检查焊缝外观,清理焊缝表面药皮及打磨不良的焊缝表面;
18)当需要多层多道焊时,重复步骤12-17;
19)如不再进行填充、盖面焊接,拆除二次线联接器,升起横臂;
20)如不再进行填充、盖面焊接,向右旋转小车旋纽开关,将管段移出设备。打开主机电源和焊机电源;


